ZHENGZHOU HOO CHEMTEC CO., LTD
0086-371-67986516
WASTE WATER TREATMENT IN TEXTILE INDUSTRY
INTRODUCTION:
The textile dyeing industry consumes large quantities of water and produces large volumes of wastewater from different steps in the dyeing and finishing processes. Main pollution in textile wastewater come from dyeing and finishing processes.These processes require the input of a wide range of chemicals and dyestuffs, which generally are organic compounds of complex structure.Water is used as the principal medium to apply dyes and various chemicals for finishes. because all of them are not contained in the final product,became waste and caused disposal problem;textile wastewater includes a large variety of dyes and chemical additions: high suspended solids,residues of reactive dyes, complex components,acidity, high chroma,high COD, BOD, nitrogen, heavy metals and other soluble substances.
Environmental problems of the textile industry are mainly caused by discharges of wastewater. In textile industry,the main cause of generation of this effluent is the use of huge volume of water either in the actual chemical processing or during re-processing in preparatory, dyeing, printing and finishing;On average, 90% of the water input in textile finishing operations needs to be treated end-of-pipe and 1 kg of chemicals and auxiliaries is processed per kg of textile products. Because of the wide variety of process steps, textile wastewater typically contains a complex mixture of organic and inorganic chemicals,Of major concern are recalcitrant or hazardous organics, such as dyes or some surfactants, heavy metals and salts, acids, sodas etc;
Textile mills is often rated as the most polluting among all industrial sectors. Also not all plants uses the same chemicals, waste water from different process,textile processing employs a variety of chemicals, so the concepts, to treat the water can differ from each other .Water treatment with different kind of pollutants, is large-scale, because of many cleaning and removing steps involved.
A COMPLETE TREATMENT OF A MIXED TEXTILE EFFLUENT CONSISTS OF THE FOLLOWING STEP:
Screening, straining
This first step of treatment is to remove small particles from the process water. In this way the water will cleaned from fibres, fluff and cotton flock. Fore these filter steps drum- and bag filters are used.
Oil removal (if required)
If during the step of wool treatment, solvents like white spirit or others are used they have to be removed from the waste water. Membranes or oil removers are useful. Because of oil or other organic solvents in the water, microorganisms can be killed.
Homogenization
This step is useful to mix the water. With this step, the pollution is better distributed. That makes it more easy for microorganisms to treat the water. Result is a more effective biological cleaning step.
Neutralization
After homogenization, the solution has a pH of around 9 to 10. Neutralization of the water can be done by acid or air flow injector depending on the pH value.
Physical- chemical- treatment
If the concentration of dissolved solids is very high (sulfides, chromates, etc.) and/ or color is also in the water, the kind of treatment is various.
Possible are the following procedures:
• catalyzed oxidation of sulfides
• flocculation
• coagulation
• sedimentation
• decoloring with flotation
Biological purification
The type of biological treatment depends on the concentration and kind of pollutant.
De-inking
Wastewater, which involves easy-soluble reactive dyes, especially non-degradable dyes, is very difficult to decolor efficiently by normal processes such as coagulation process and biological treatment. The high chromaticity seriously hinders the reuse of reactive dye waste water.
this last step of treatment will remove the color by oxidation, adsorption or other procedures.
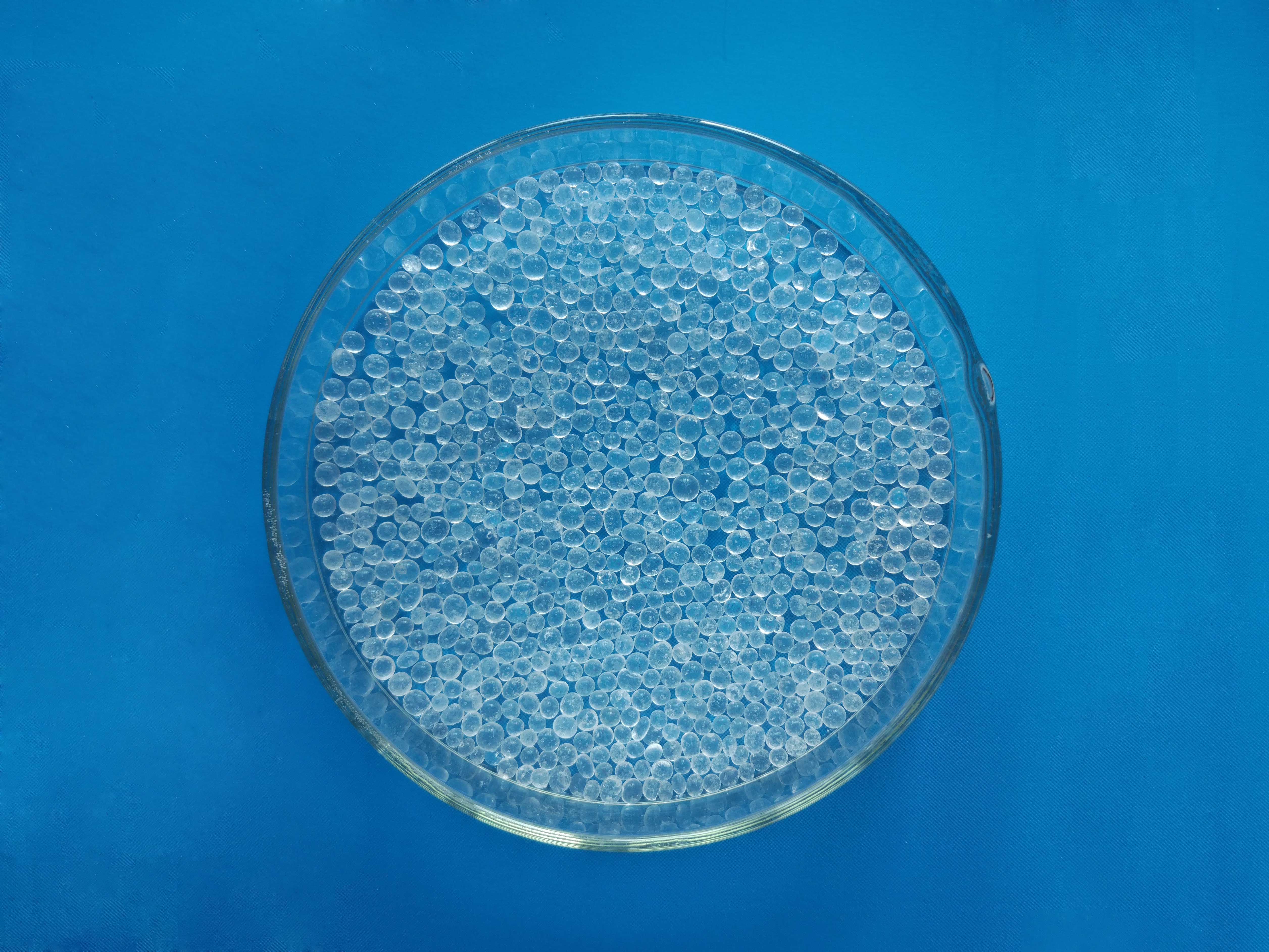
Now we use new method by bentonite adsorption and coagulation (PAC/polyaluminium chloride) is employed for removing color from synthetic dye waste water which contains reactive red K-2G, K-RN blue, K-GR blue, X-3B red, K-GN orange, KB-3G yellow, K-2BP red, K-RN yellow and K-G yellow. And bentonite pretreated by 4% CTMAB and milled to 160 order screen is proven to the best decoloring agent.
PROCESS OF WASTEWATER TREATMENT
Textile effluents are high in toxicity not only for human beings of surroundings but also a serious threat to ground and surface water recourses. It is urgently required that industries should continuously monitor textile effluents and take necessary actions to properly treat wastewater prior their disposal to water bodies and save already depleting natural water resources;
In the past several decades, many techniques have been developed to find an economic and efficient way to treat the textile dyeing wastewater, including physicochemical, biochemical, combined treatment processes and other technologies. These technologies are usually highly efficient for the textile dyeing wastewater.
Physicochemical pre-treatment meant to remove (part of) the recalcitrant COD and/or suspended solids.
Physicochemical post-treatment. Removal of dyes and remaining recalcitrant COD is possible by activated carbon treatment (Powdered Activated-Carbon Treatment &Granular Activated Carbon ), sorption processes, membrane filtration, oxidation processes, etc;
Biological treatment,
Conventional activated sludge systems have the capability to remove large fractions of COD. Due to the low degradability of most pollutants however, loading rates are often low. Dye removal has been observed, but is most often achieved by sorption processes, rather than by biodegradation.
According to the different oxygen demand, biological treatment methods can be divided into aerobic and anaerobic treatment. Because of high efficiency and wide application of the aerobic biological treatment, it naturally becomes the mainstream of biological treatment; But for effluents with a COD over 5000 mg/l, anaerobic treatment becomes more and more important, Anaerobic biological treatment of textile wastewater is the most commonly used method all over the world. Sorption / Anaerobic Stabilization treatment.
Anaerobic wastewater treatment is the biological treatment of wastewater without the use of air or elemental oxygen. Many applications are directed towards the removal of organic pollution in wastewater, slurries and sledges. The organic pollutants are converted by anaerobic microorganisms to a gas containing methane and carbon dioxide, known as "biogas". Complete replacement of aerobic with anaerobic technology is not possible, the effluent quality of anaerobic treatment systems does not meet the requirements, and therefore it has to be considered a pre-treatment technique. Generally, textile wastewater is difficult to treat in activated sludge plants, due to a high organic load and the presence of dyes. Anaerobic treatment can be a solution for both problems. It has a low sludge production compared to aerobic systems, the capacity to decolorize the wastewater and it can handle high organic loads.
WASTEWATER TREATMENT BY COAGULATION PROCESS:
Coagulation is one of the techniques to remove pollution due to suspended particles. Colloidal particles do not settle under gravity. The charges present on their surfaces result into repulsion and do not allow them to agglomerate and form flocs. Flocculation follows coagulation. Coagulation process neutralizes the charge present on the particles surfaces with the help of coagulants whereas flocculation makes them to come close to each other to make flocs by slow agitation. Settling follows coagulation and flocculation to remove resultant flocs from the wastewater.
Designing of coagulation, flocculation and settling tank requires study regarding optimum dose of coagulants at suitable pH to give maximum removal and settling characteristics of resultant flocs. for that study, several composite samples, representing full cycle of wet processing, can be collected and analyzed. applied to select the suitable ones with optimum removal efficiency the treatment of textile wastewater by coagulation/flocculation/precipitation ;
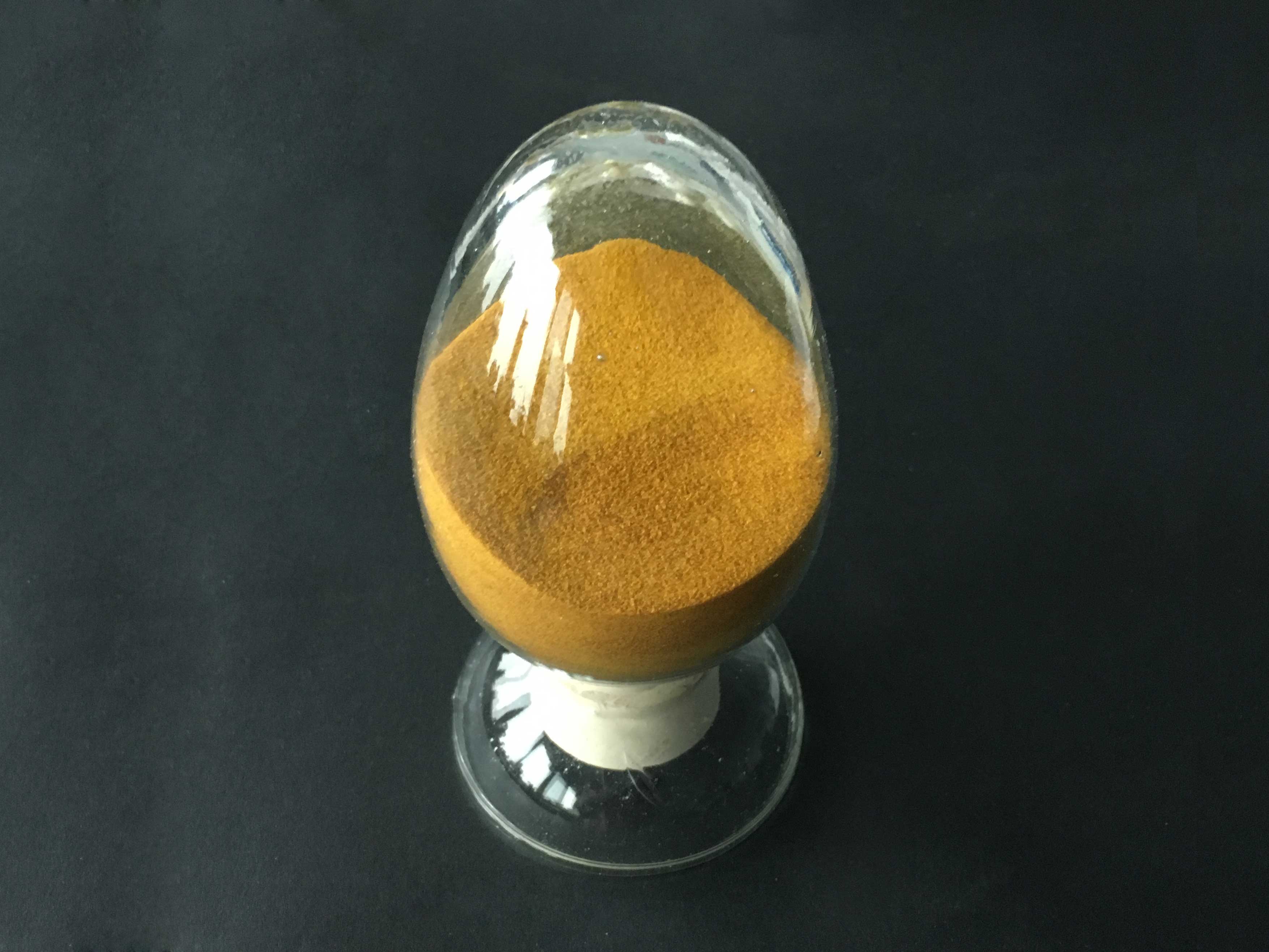
Hoo Chemtec can supply different coagulants like :
ferric chloride,
ferrous sulfates,
alumium sulphate
Lime, iron and aluminum salts+ anionic polielectrolite
Aluminum salts and the combination FeSO4 + lime + polielectrolite were used to remove the colour from mixed textile wastewaters, successfully. On the other hand, FeSO4 + lime + polielectrolite was more effective than aluminum salts to remove the colour from wastewater of indigo dyeing process. Sulfide removal was accomplished by chemical oxidation and catalyzed air oxidation and removal efficiencies up to ninety percent were found. Chemical oxidation using sodium hypochlorite resulted in color removal too; however, dosages of hypochlorite have to be carefully monitored in order to avoid toxic effects of excess chlorine in water.
NEW HORIZONS IN INDUSTRIAL WASTEWATER TREATMENT:
With rapid industrialization it is becoming difficult for the natural ecosystem to sustain any further load for self purification. Treatment of wastewater could be in the form of modifications in the process / plant to enhance the cleaning efficiency ,
The most common method used for wastewater treatment in textile industry is the membrane separation systems ;
WASTE WATER TREATMENT BY MEMBRANE FILTERATION:
Membrane technology has become a dignified separation technology over the past decennia. The main force of membrane technology is the fact that it works without the addition of chemicals, with a relatively low energy use and easy and well-arranged process conductions. Membranes are now competitive for conventional techniques. The membrane separation process is based on the presence of semi permeable membranes.
The principle is quite simple: the membrane acts as a very specific filter that will let water flow through, while it catches suspended solids and other substances. Applications of high pressure, maintenance of a concentration gradient on both sides of the membrane and the introduction of an electric potential are some of the methods to enable membrane separation.
Advantages
• It is a process that can take place while temperatures are low.
• It is a process with low energy cost.
• The process can easily be expanded.
Membrane separations are evolving as a solution to the many problems a mill may be experiencing. Membranes can provide a solution in such areas as: color removal, BOD reduction, salt reduction and reuse, PVA recovery, and latex recovery. In many cases, valuable products can be reclaimed and reused, adding to an overall cost reduction. The four commonly used membrane types are: microfiltration (MF), ultrafiltration (UF), nanofiltration (NF) and reverse osmosis (RO). These processes differ in the pore size.
WASTE WATER TREATMENT BY WET AIR OXIDATION:
The textile wastewater discharged from printing and dyeing processes is characterized by high chemical oxygen demand (COD), low biochemical oxygen demand (BOD), and heavy colour. It is one of the major sources of pollutants in the textile industry. In particular, the COD and colour of the wastewater are resistant to conventional wastewater treatment.
Wet air oxidation (WAO) has been shown to be a feasible method to convert the organic pollutants into water and carbon dioxide at elevated temperatures and pressures. Since it can achieve very high conversion rates, the wet air oxidation process typically requires much less space. Furthermore, no additional sludge or concentrated waste is produced as in the case of biological processes. WAO has been demonstrated to be a viable process for the treatment of desizing, scouring, dyeing and printing wastewater from the textile industry. Experimental results showed that Wet air oxidation (WAO) is an efficient method for the treatment of desizing wastewater.
OZONE TREATMENT:
Ozone (O3) is one of the strongest oxidizing agents that is readily available. It is used to reduce color, eliminate organic waste, reduce odor and reduce total organic carbon in water.
Ozone is rapidly emerging as the most efficient and ecologically sound oxidant to treat both organic and inorganic substances. A fast-acting and effective treatment technology, ozone is now used in a variety of water treatment applications. It is best known for its superior disinfection capability. Ozone is one of the strongest commercially available oxidizers, making it popular for primary disinfection of potable water as well as for color removal and organic removal in wastewater applications. Greater oxidation power translates to faster disinfection times. Compared to chlorine, ozone excels by a wide margin in relative oxidation power (destruction capability). Ozone also excels over chlorine in oxidation of organics. In addition, chlorine oxidation by-products, such as chloramines, can sometimes create further water quality problems. Employing ozone instead of chlorine greatly reduces the potential for this type of problem.